



联系我们

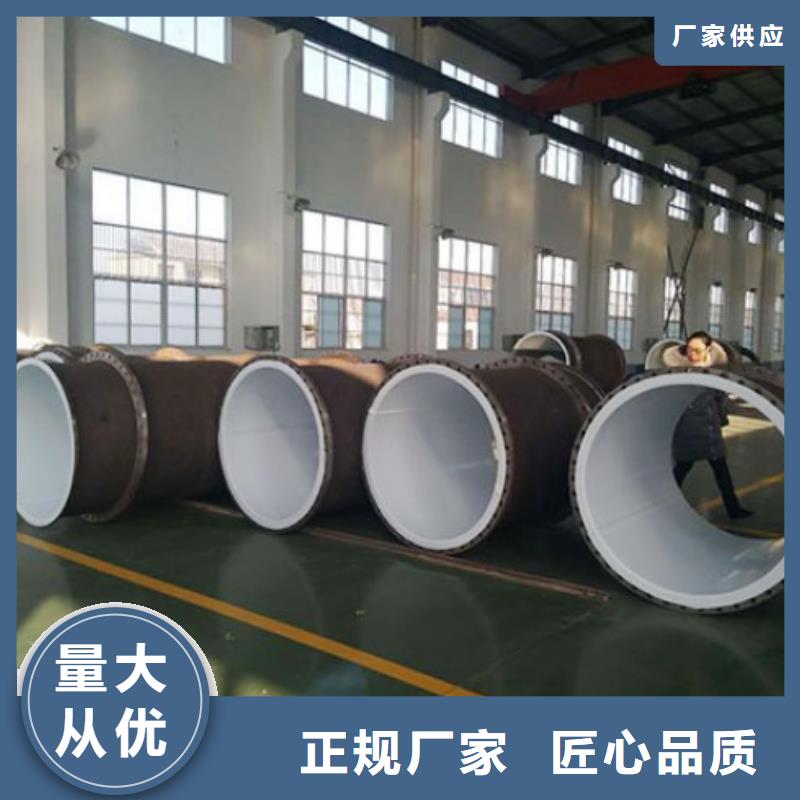
防腐衬塑管道-循环浆液衬胶管厂家工艺先进
发布时间:2024-09-21 11:22:56 浏览次数:2 公司名称:[武汉]纵横机械制造有限公司
| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |




纵横机械制造有限公司
武汉纵横机械制造有限公司生产的 双面涂塑管道产品销往全国十多个省、市、自治区,由于质量高、服务好、价格低,受到广大消费者的一致好评。我们本着“诚信经营、不断创新、顾客至上”的经营理念,在生产销售各种规格的 双面涂塑管道产品的同时还按照用户需求进行来图加工和来样加工,制造上述或其他产品。把企业着力打造成专业化程度高、服务好 双面涂塑管道生产厂家。



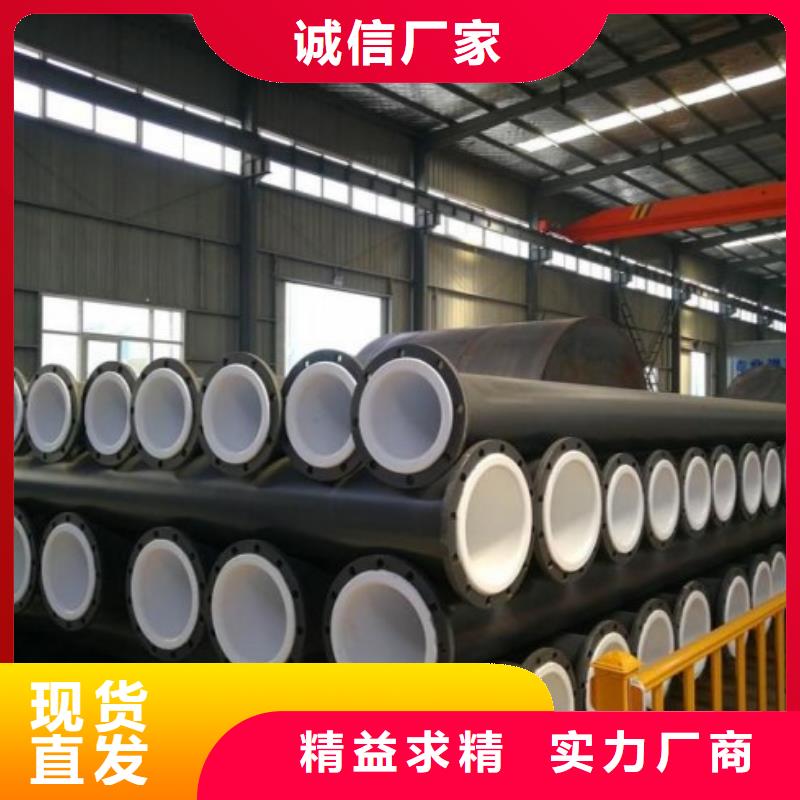
衬塑管道具有许多独特的优良特性,因此广泛应用于输送高腐蚀性介质的各种管道工程中,如化学防腐管,化工厂循环水管,化工厂回水管,软化水管,工业管道,电厂循环水管道,电厂回水管道,酸碱介质管道,水处理管道,工业污水处理管道等。通过衬塑钢管本身的物理化学性能降低管道输送介质对外部结构的腐蚀作用,使管道具有较高的防腐性能,大大延长了管道的使用寿命。降低了用户的成本。制造将带您了解钢衬塑料管的和环境控制措施。
公司相关产业配套齐全,产品市场竞争优势突出,是集科研、设计、制造、安装、营销于一体的专业衬塑管道的生产企业。公司拥有先进的生产设备,雄厚的技术力量,科学的管理体制。碳钢衬塑管道既具有钢管的机械强度功能,又有塑料管耐腐蚀、不结垢、不易成长生物,又能保证运送介质的纯度等长处,是当前替代衬橡胶、搪玻璃、玻璃钢的耐腐蚀产物。其使用寿命超越不锈钢管道,是运送酸、碱、盐、气体、矿浆等抱负防腐管道。但价钱仅为不锈钢管的四分之一,在各类防腐管中鹤立鸡群。管件(包含弯头.三通.四通.巨细头号)悉数选用全体钢外壳,内衬塑料全体压注成型。公司将本着客户至上的原则为广大客户提供质优价廉的产品。


防腐衬塑管道行业的“危机”
很多管道生产制造厂家负责人调侃道,如今干管道已经陷入了两难的境地。你不干,那就等着活活饿死;你要是硬着头皮干,那就有可能亏死,整不好还有可能触犯法律。
痛点一:低价中标的无奈
低价中标一直以来都是防腐衬塑管道生产厂家的紧箍咒,你不低价中不了标,你低价了,要亏。
其次尽管这几年的人工成本、材料价格不断上涨,但衬塑管道工程定额一直没更新,而更恼火的是中标价格反而越来越低,在这种情况下,能做出优良的管道工程才是一件奇怪的事情,你不觉得吗?
痛点二:营改增的痛
本来,衬塑钢管工程行业的利润率就很低了,每个项目净利润能到10个点就阿弥陀佛了,而且还要确保年内能把所有工程款都完全要回来。后来营改增了,说是为了降低企业的税负,可是,衬塑管道厂家面临的,就会面临材料费用上涨6个点甚至更多。另外,税负没有得到多少实惠不说,还麻烦了(要求三流合一)。
痛点三:材料单价上涨,却不给调价
众所周知,衬塑管道生产的材料费通常占衬塑管件造价比重比较大,大约在60%至70%左右。所以钢塑复合管生产中材料的单价变化,直接决定着衬塑管企业的“生死存亡”。而我们都知道衬塑钢管合同执行过程中,材料的价格随时都有可能随着外部条件出现涨跌变化。工程项目拖的时间太长,而有些时候作为一些项目的发包方,根本不考虑这一因素,出现材料价格上涨也不给调差。
痛点四:文明施工及环保的加码
当然我们不是说工厂生产标准化不对,而是如今对标准化的高要求,直接导致衬塑管道厂家的成本增加了20%-30%,而项目的中标价格却没有跟着水涨船高,还是原来的价格,那衬塑管厂家哪里来的利润!
管道制造业的竞争之激烈,不是行内人不会有感受的,各种紧箍咒加在本就越来越形势不好、利润很低的钢塑复合管工程行业,简直就是相煎何太急啊!就拿衬塑管件厂家来说服务的都是国营大型热电厂,化工厂的废水处理管道,还有就是脱硫系统管道,再次是酸碱盐液输送管道系统,工程庞大,紫金占比高,回款慢,利润低是行业的通病,如果说哪家企业每年还能再博的利润中抽出来高科技创新和管道新材料研发那已经是天地良心企业。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。
